- 1. Overview of P-Grades (Why Focus on P1, P5, P9, and P22)
- 2. Main Chemical Composition and Typical Applications
- 3. Material Selection Guidance (Balancing Engineering and Cost)
- 4. Required Testing Methods and Standards (for Contract Inclusion)
- 5. LONGMA’s Quality Control and Traceability (Reducing Buyer Risk)
- 6. Implementation Recommendations (Key Points for Procurement Contracts)
- 7. Conclusion
As a steel pipe manufacturer and quality control expert with over 20 years of experience in the refining and petrochemical industries, LONGMA provides a comprehensive analysis of ASTM A691 (Electric-Fusion-Welded Alloy Steel Pipes) and the commonly used P-Grades (P1, P5, P9, P22) — covering industrial applications, inspection methods, and procurement risk management.
This article uses comparative tables to help engineers, buyers, and project managers make accurate decisions quickly.
Overview of P-Grades (Why Focus on P1, P5, P9, and P22)
The “P-Grades” (commonly seen in ASTM A335 / ASTM A691) represent variations in chromium (Cr) and molybdenum (Mo) content to meet different temperature and creep resistance requirements.
Selecting the correct P-Grade can significantly reduce long-term deformation and high-temperature failure risks of equipment.
Main Chemical Composition and Typical Applications
| P-Grade | Typical Chemical Composition (Main Elements, wt%) | Typical Mechanical Performance | Common Industrial Applications |
| P1 | C ≤0.15, Cr ≈0.5, Mo ≈0.5 (similar to ½Cr–½Mo) | Moderate high-temperature strength | General steam lines and boiler superheaters (medium-temperature zones) |
| P5 | C ≈0.12–0.18, Cr ≈2.0–2.5, Mo ≈0.8–1.1 (similar to 2.25Cr–1Mo) | Excellent high-temperature and creep resistance | Furnace tubes, high-temp flue gas lines, areas requiring creep strength |
| P9 | Cr ≈0.8–1.0, Mo ≈0.4–0.6 (around 1Cr–0.5Mo) | Higher strength than P1 at mid–high temperatures | Medium to high-temp heat exchangers and reheater tubes |
| P22 | Cr ≈2.0–2.5, Mo ≈1.0–1.1 (2.25Cr–1Mo) | Superior high-temperature strength and creep resistance | High-temp heaters, furnace tubes, reactor outlets (classic 2.25Cr–1Mo applications) |
Note:
These values are typical industry references. Actual procurement must follow ASTM A691 / ASTM A335 and project technical specifications (T/C).
ASTM A691 defines specific manufacturing and heat treatment requirements within the standard.
Material Selection Guidance (Balancing Engineering and Cost)
- For service temperatures ≤ 500°C and non-corrosive media: P1or P9 are often sufficient and cost-effective.
- For long-term service at 500–620°C or where higher creep strength is required: P22 or P5 (2.25Cr–1Mo)are preferred.
Grade P22 is widely used in refinery furnace tubes and high-temperature steam lines.
Required Testing Methods and Standards (for Contract Inclusion)
To minimize procurement and operational risks, it is recommended to clearly specify the following test items, purposes, and standards in the purchase or technical contract (T/C).
| Test Item | Purpose | Core Execution Steps (to include in T/C) | Recommended Standards / References |
| Chemical Composition Analysis | Verify alloy composition, prevent mix-up | Sample each heat or batch, test by OES, issue MTC with chemistry table | ASTM A691 + ASTM A20 / ASTM A335 chemical limits |
| Tensile Test (Room / High Temp) | Verify yield, tensile, and elongation | Sample per batch, follow ASTM A370 specimen prep and test methods | ASTM A370 (Mechanical Testing) |
| Charpy Impact Test (if required) | Assess ductile–brittle transition and impact toughness | Conduct CVN tests at 0°C or –20°C as specified | ASTM A370 (Impact Testing) |
| Nondestructive Testing (UT/RT) | Detect weld and wall defects | 100% UT or partial RT based on grade; follow ASME Section V procedures | ASME Section V (NDE) |
| PMI (Positive Material Identification) | Prevent wrong-grade delivery | Perform 100% PMI or random inspection before shipment | ASTM E1476 / Industry PMI Standards |
| HIC / SSC Tests (for H₂S service) | Assess susceptibility to sulfide stress cracking | Follow NACE TM0177 Methods A/B/C for sour environments | NACE TM0177 (SSC / SCC) |
Including the above inspection clauses in the T/C and defining “non-conformance handling” procedures will greatly reduce project risk and improve contract enforceability.
LONGMA’s Quality Control and Traceability (Reducing Buyer Risk)
LONGMA’s competitive edge lies in its in-house laboratory and full traceability system:
- Equipment:Optical Emission Spectrometer (OES), universal tensile machines, impact testers, full-automatic ultrasonic (UT) system, and portable PMI devices — enabling complete chemical, mechanical, metallographic, and NDT inspection with certified Mill Test Certificates (MTCs).
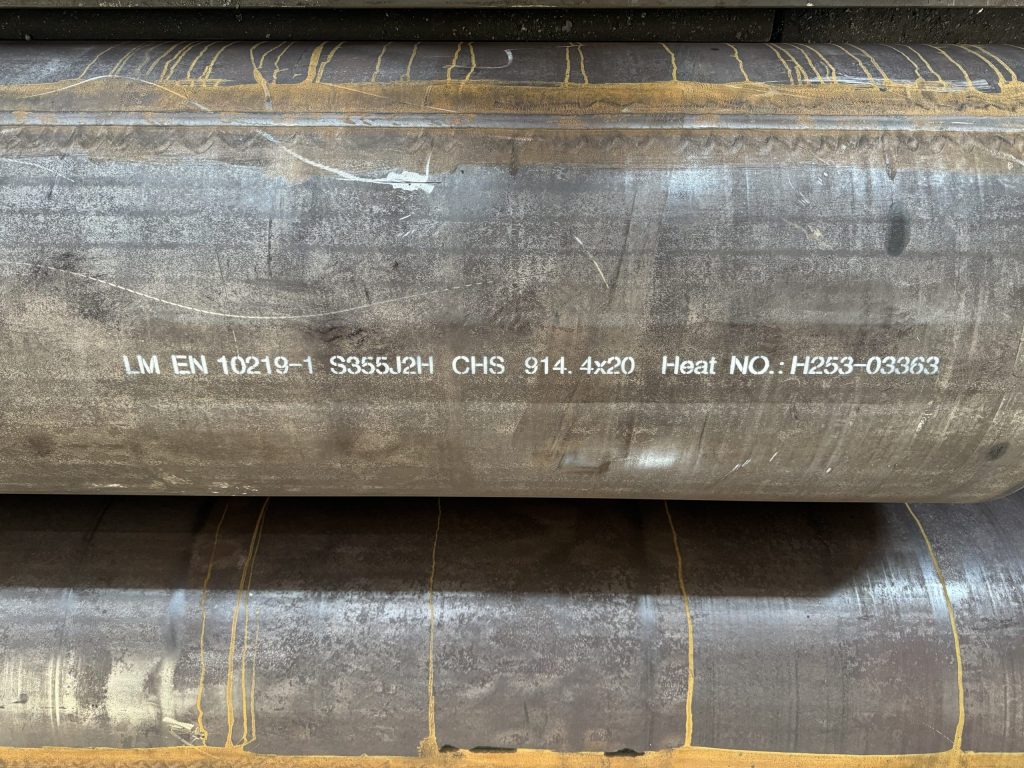
- Traceability:Each pipe includes production heat number, heat treatment record, inspection report, and PMI report. Supports third-party witnessing and remote factory audits.
- Export Experience:LONGMA has extensive experience supplying astm a691 pipe and alloy steel tubes to Europe (including Spain), familiar with customs and certification processes — ideal for multinational projects.


Implementation Recommendations (Key Points for Procurement Contracts)
- Clearly specify the P-Grade(e.g., P22 / astm a691 grade 2.1 4cr) and acceptance values for chemistry and mechanical properties in the PO/T&C.
- Define all test requirements (chemical, tensile, impact, UT/RT, PMI, HIC/SSC if applicable) as preconditionsfor acceptance and allow third-party witnessing.
- For long-term or large-scale orders, request suppliers (e.g., LONGMA) to provide sample test pieces, welding procedure qualifications (WPS/PQR), and heat treatment records.
Conclusion
Selecting the right P-Grade (P1, P5, P9, P22) and incorporating detailed inspection clauses into procurement contracts are critical for reducing long-term risks in refinery and petrochemical projects.
With complete in-house laboratory capabilities and international export experience, LONGMA provides fully compliant astm a691 pipes, complete documentation, and technical support — ensuring project safety and cost efficiency throughout the lifecycle.
If needed, LONGMA can convert the above tables into a ready-to-use Technical Specification (T/C) template or contract clause examples for your suppliers and tender documents.
References
- ASTM A691 Standard Specification
- Typical P-Grade Composition Tables and ASTM A335/A691 Comparisons
- ASTM A370 (Mechanical Testing) & ASME Section V (NDE)
- NACE TM0177 (H₂S / SSC Testing)