The welding method of thick-walled steel pipe should be selected according to the material and wall thickness of thick-walled steel pipe. 
What details should be dealt with before the use of thick-walled steel pipe?

Categories
Get Free Quote
Related Article

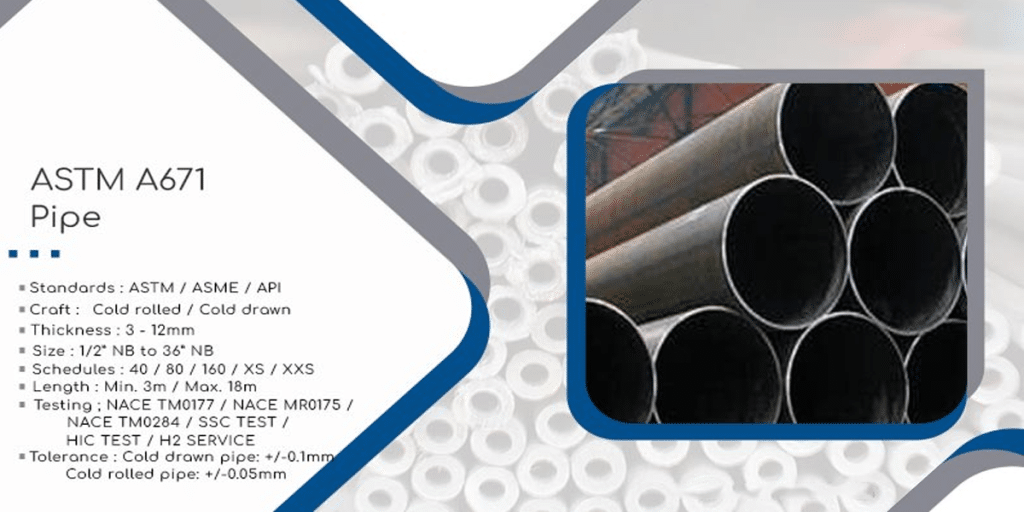
International Certifications and Project Compliance Requirements for ASTM A671 Steel Pipes
As global engineering projects increasingly demand higher standards of material quality and safety, the ASTM A671 compliance standard has become…
Stainless Steel Long Tube Packaging Machine Overview
Tired of slow, outdated packaging equipment? Discover the innovative stainless steel long tube packaging machine—also known as a fully automatic…The Key Role Of ASTM A672 Steel Pipes In The Oil And Gas Industry
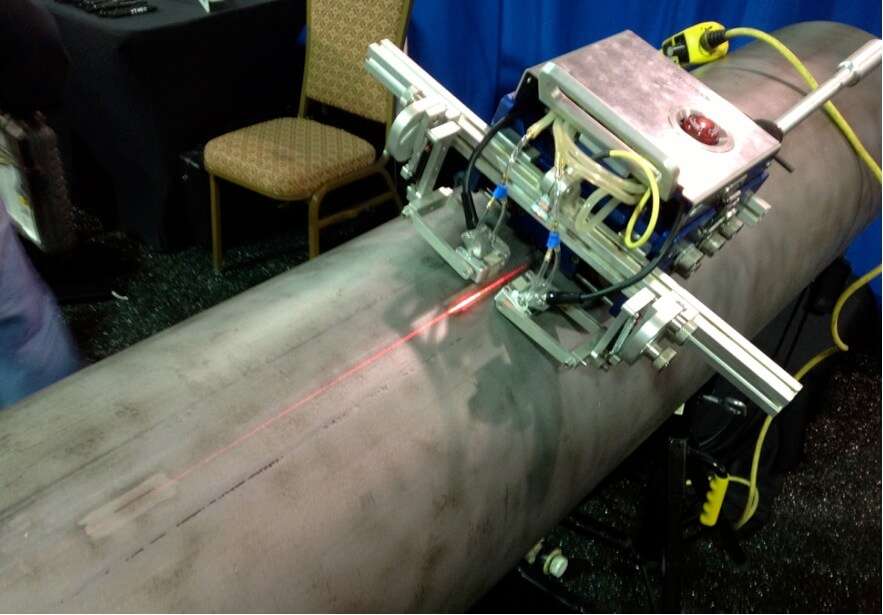
How can pipeline systems ensure long-term stability in oil and gas transportation? Which type of pipe can withstand harsh environments…
Engineering Cases of ASTM A672 in Natural Gas Power Generation and Thermal Energy Projects
With the growing global demand for clean energy, natural gas—as an efficient and environmentally friendly fuel—is increasingly used in power…Considerations for Selecting Steel Pipe Suppliers
In industries such as construction, infrastructure, and energy pipelines, the quality of steel pipes often determines the success or failure…