With the rapid development of industrial manufacturing and infrastructure construction, steel pipes have become essential materials with increasingly stringent performance and quality requirements. Especially in the field of welded pipes, selecting products that meet standards and ensure reliability is crucial for guaranteeing both safety and economic efficiency. This article focuses on the ASTM A672 selection guide, delving into common knowledge about welded pipe usage and answering frequently asked questions in steel pipe procurement, helping you fully grasp the key points of how to select ASTM A672 steel pipes! Whether for large-scale pipeline projects or precision equipment manufacturing, understanding welded steel pipe testing standards and ASTM A672 quality control and reporting requirements is vital to ensure smooth project execution. Next, through a Q&A format on steel pipe procurement, we will thoroughly explain the entire process from material selection to quality inspection, so you can make informed decisions throughout your purchasing and usage!

Basic Requirements and Scope of Application for ASTM A672 Steel Pipe
ASTM A672 is a standard issued by the American Society for Testing and Materials (ASTM) that specifies technical requirements for the manufacturing and quality control of welded steel pipes. This standard primarily applies to thick-walled structural welded steel pipes, widely used in mechanical manufacturing, pressure vessels, pipeline transportation, and construction structures.
Basic Technical Requirements
1. Material and Chemical Composition
ASTM A672 steel pipes typically use low-alloy high-strength steel, emphasizing uniformity and stability of the chemical composition to ensure weldability and mechanical performance of the finished product. The standard imposes clear limits on elements such as carbon, manganese, silicon, sulfur, and phosphorus to balance strength and toughness.
2. Mechanical Properties
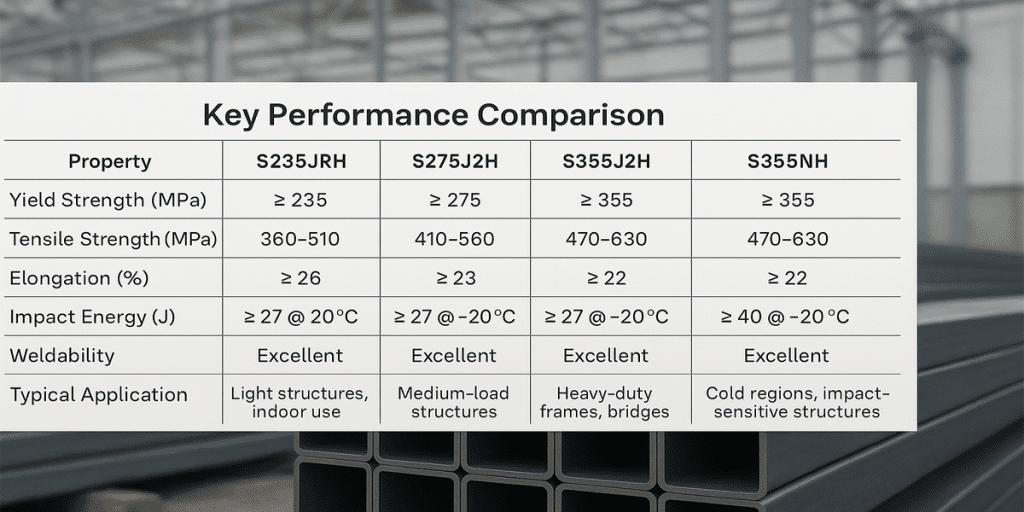
The standard specifies minimum yield strength, tensile strength, and elongation requirements to ensure the pipes have sufficient load-bearing capacity and ductility during service. Different grades of ASTM A672 steel pipes have varying minimum yield strength to meet diverse engineering demands.
3. Welding Quality
Welding is a critical process in the manufacture of ASTM A672 steel pipes. The standard details requirements for weld quality control, welding procedures, and inspection of welding defects. This includes welded steel pipe testing standards to ensure welds are free from cracks, slag inclusions, and other imperfections, thereby guaranteeing structural integrity.
4. Dimensions and Tolerances
ASTM A672 specifies allowable tolerances for pipe outer diameter, wall thickness, and length, ensuring interchangeability and ease of installation.
5. Quality Control and Inspection Reports
To ensure compliance with the standard, ASTM A672 quality control and reporting requirements mandate manufacturers to provide Material Test Reports (MTRs), including chemical analysis, mechanical test results, and nondestructive examination reports. This enhances transparency during procurement and use.
Scope of Application
ASTM A672 steel pipes are mainly used in engineering projects that require high strength and good toughness, suitable for conditions with high pressure and complex loads, including:
Mechanical Manufacturing: structural components and equipment frameworks;
Pressure Vessels and Boilers: pipes and parts for pressure-containing equipment;
Pipeline Transportation: systems conveying liquids or gases;
Construction Structures: supporting materials for high-rise buildings and bridges;
Automotive and Construction Machinery: manufacturing chassis, drive shafts, and other load-bearing parts.

Frequently Asked Questions: ASTM A672 Steel Pipe Selection
1. How to Choose the Appropriate ASTM A672 Steel Pipe Grade?
Selecting the right grade of ASTM A672 steel pipe is a crucial step to ensure the welding pipe’s performance and the overall quality of the project. The ASTM A672 standard categorizes products into different grades—commonly Grade A, B, C, and D—based on mechanical properties and chemical composition. Each grade corresponds to different yield strengths and suitable application environments. Here’s a guide to help you make an informed choice:
1. Define Project Requirements and Service Environment
First, determine the required strength grade and corrosion resistance based on the project’s structural design, loading conditions, and environmental factors. For example:
For pipelines or systems subjected to high pressure or stress, higher grades such as Grade C or D are recommended to ensure adequate yield and tensile strength;
For general mechanical structures or low-load applications, Grade A or B typically suffice;
In corrosive environments, attention should also be given to chemical composition and corrosion protection treatments.
2. Refer to Mechanical Performance Specifications
Different ASTM A672 steel pipe grades have varying minimum yield strength, tensile strength, and elongation values:
By comparing the project’s requirements with these mechanical property values, you can select the proper grade to avoid underperformance or overdesign.
3. Consider Welding Performance and Testing Standards
When choosing the grade, also consider the welding steel pipe testing standards related to welding quality. Higher grades typically demand stricter welding procedures and defect controls. Therefore, ensure suppliers provide inspection documents complying with ASTM A672 quality control and reporting requirements, guaranteeing welding performance and overall quality.
4. Take Economics and Supply Availability into Account
Higher grade pipes generally come at a higher cost. It’s important to select a grade that meets safety and performance needs without unnecessary overspecification. Additionally, understanding market availability and choosing manufacturers with mature production processes and stable supply are key factors for successful procurement.
2. Detailed Weld Seam Requirements for ASTM A672 Welded Steel Pipe
The quality of the weld seam is central to the structural integrity and safety performance of ASTM A672 welded steel pipes. The ASTM A672 standard provides clear technical specifications for the welding process, weld inspection, defect control, and post-weld heat treatment to ensure reliability and consistency under high pressure, high temperature, or complex stress conditions.
1. Welding Process Requirements
ASTM A672 welded pipes are typically manufactured using the submerged arc welding (SAW) process, which is known for deep penetration, stable quality, and high efficiency—ideal for producing thick-walled pipes.
Welding method: Usually double-sided welding or back-welding after single-sided welding;
Filler materials: Electrodes and flux must match the base material to ensure the weld metal’s mechanical properties are not inferior to the base metal;
Preheat and post-weld heat treatment (PWHT): For pipes with thicker walls, preheating and PWHT are recommended to reduce residual stresses and enhance toughness.
2. Weld Appearance and Geometry
The weld must be smooth and continuous, free from undercutting, arc craters, spatter, and other surface flaws;
Weld reinforcement height and bead width must meet the drawing or standard tolerance requirements;
Transition between weld and base metal should be smooth, with no obvious mismatch or offset.
3. Weld Defect Control and Nondestructive Testing
According to welded steel pipe testing standards, ASTM A672 requires 100% nondestructive testing (NDT) of the weld seam to ensure internal soundness. Common methods include:
Ultrasonic Testing (UT): To detect internal flaws like cracks, porosity, or slag inclusions;
Radiographic Testing (RT): Often used for weld inspection on thick-walled pipes;
Magnetic Particle Testing (MT) and Liquid Penetrant Testing (PT): Suitable for detecting surface and near-surface defects.
NDT procedures typically follow supporting standards such as ASTM E213 and ASTM E165. Only pipes passing these inspections may proceed to the next production stage.
4. Quality Control and Reporting Requirements
In accordance with ASTM A672 quality control and reporting requirements, complete welding inspection records must be included in the Material Test Reports (MTRs) provided upon delivery. These records typically include:
Welding Procedure Specification (WPS) and Procedure Qualification Record (PQR);
Welder qualification certificates;
NDT reports (including images or flaw detection records);
PWHT documentation.
These documents are often critical in common questions about steel pipe procurement, particularly for third-party inspections or export-related projects.
3. How to Select the Appropriate Welding Process Based on Temperature and Pressure Conditions?
In industrial applications, both temperature and pressure have a direct impact on welding quality. Choosing the right welding method is critical to ensuring the safety and performance of ASTM A672 welded steel pipes. Below is a step-by-step guide to selecting suitable welding procedures under different operating conditions.
1. Welding in High-Temperature or High-Pressure Environments
When steel pipes are used in environments above 400°C or under internal pressures exceeding 10 MPa, submerged arc welding (SAW) is strongly recommended, especially with multiple welding passes. SAW provides deep penetration and stable heat input, making it ideal for thick-walled pipes. In such extreme conditions, residual stresses and metallurgical changes in the heat-affected zone (HAZ) may cause cracking. Post-weld heat treatment (PWHT) is therefore required to relieve stress and improve toughness. Additionally, 100% nondestructive testing (NDT) of weld seams—via ultrasonic testing (UT) or radiographic testing (RT)—should be conducted to ensure compliance with welded steel pipe inspection standards.
2. Welding for Low-Temperature Applications
In environments colder than -20°C, materials are at higher risk of brittle fracture. Welding procedures in such conditions should focus on preserving toughness and minimizing hardness in the HAZ. The recommended method is gas tungsten arc welding (GTAW) for root passes, followed by shielded metal arc welding (SMAW) for fill and cap passes. Welding consumables with good low-temperature impact toughness should be selected, and Charpy V-notch impact tests must be performed on the weld joint to verify compliance with ASTM A672 quality control and reporting requirements.
3. Standard Welding for Ambient Temperature and Medium Pressure
For applications in moderate temperatures (–20°C to 400°C) and pressures below 10 MPa, conventional welding techniques such as SMAW or gas metal arc welding (GMAW) are sufficient. These are cost-effective and widely applicable for medium-wall carbon steel pipes. While post-weld heat treatment is usually not required, localized nondestructive examinations (such as magnetic particle testing or dye penetrant testing) are still recommended for quality assurance on critical joints.
4. Special Considerations for Thick or Small-Diameter Pipes
For very thick pipes (wall thickness > 25 mm), regardless of pressure or temperature, multi-pass SAW is preferred. Preheating is also advised to avoid lack of fusion or hot cracking. In contrast, GTAW is ideal for small-diameter pipes or applications requiring excellent bead appearance, especially in stainless steel or precision components. This method offers focused heat input and fine control, producing clean and precise welds.
4. Quality Control Documentation Required for ASTM A672 Steel Pipes
To ensure reliability, traceability, and compliance with technical standards, ASTM A672 welded steel pipes must be delivered with a full set of quality control documents. Below is a comprehensive list of documentation typically required during manufacturing, procurement, and acceptance processes.
1. Material-Related Documents
These verify that raw materials meet the chemical and mechanical requirements:
Chemical Composition Analysis Reports (for base metal and filler metal)
Mechanical Property Test Reports (tensile strength, yield strength, elongation, etc.)
Impact Toughness Test Report (for low-temperature applications)
Mill Test Certificate (MTC): Must indicate applicable standard, heat number, size, batch number, inspector’s signature, etc.
2. Welding Procedure and Personnel Qualification Documents
To confirm that welding complies with ASTM A672 and applicable project standards:
Welding Procedure Specification (WPS)
Procedure Qualification Record (PQR)
Welder Qualification Certificates (WQR)
Compliance with codes such as ASME Section IX, API standards, or GB/T if applicable
3. Nondestructive Testing (NDT) & Inspection Reports
ASTM A672 requires comprehensive inspection of weld seams, typically including:
Radiographic Testing (RT) or Ultrasonic Testing (UT) reports
Magnetic Particle Testing (MT) or Penetrant Testing (PT) reports
Visual & Dimensional Inspection Reports (for weld surface and geometry)
Hydrostatic Test Report (or substitute pneumatic pressure test)
Each report must clearly indicate the inspection ratio, reference standards, pipe ID, testing personnel signature, and equipment used.
4. Heat Treatment and Process Control Records
Applicable if Post-Weld Heat Treatment (PWHT) or special process controls are required:
PWHT Temperature-Time Curve Record
Process Control Sheet (welding sequence, procedure control, batch tracking)
5. Product Marking, Packing, and Delivery Records
These ensure conformity at the delivery and logistics stage:
Marking Record (pipe markings by stamping or labeling, content and location)
Packing Method Statement and Packing List
Third-Party Inspection Report (if applicable): Issued by SGS, BV, TUV, or client-appointed TPI
Final Certificate of Conformity (COC)
6. Documentation Index or Handover Book
All records should be compiled in a formal “Quality Documentation Package” or “QCP Dossier,” including:
Table of contents or index
Pagination and folder structure
Supplier’s stamps and signatures
Editable and PDF formats for archiving (with watermark or tamper-proof format preferred)

Quality Control and Inspection Requirements for ASTM A672 Welded Steel Pipes
1. Raw Material Requirements
All base materials (e.g., steel plates) used in the production of ASTM A672 welded steel pipes must comply with applicable ASTM standards, such as A516 or A204. Key requirements include:
Chemical composition must meet the specified grade standards.
A Mill Test Certificate (MTC) must be provided.
Plate surfaces must be free from cracks, laminations, folds, or other defects.
2. Welding Process Control
Welding is a critical step that directly affects product quality. A detailed Welding Procedure Specification (WPS) must be prepared and qualified through Procedure Qualification Records (PQR).
Essential control points include:
Use of low-hydrogen welding consumables to minimize hydrogen-induced cracking.
Strict control of interpass temperature, welding current, voltage, and travel speed.
For thick-walled pipes, preheating and Post-Weld Heat Treatment (PWHT) are necessary to reduce residual stress.
Welders must be certified in accordance with relevant standards (e.g., AWS or ISO 9606).
These practices align with the ASTM A672 quality control and reporting requirements.
3. Nondestructive Testing (NDT)
Per the ASTM A672 standard, weld seams must undergo one or more nondestructive tests to ensure integrity and consistency. Common methods include:
Ultrasonic Testing (UT) to detect internal weld flaws.
Radiographic Testing (RT) for evaluating fusion quality.
Magnetic Particle Testing (MT) or Liquid Penetrant Testing (PT) for surface and near-surface defects.
Coverage: Generally, 100% weld inspection is required, especially for high-pressure or thick-wall applications.
All NDT results should be documented in written reports as part of the final data package, fulfilling welded steel pipe inspection standards.
4. Mechanical Testing
After welding, mechanical property tests must be performed on both the base metal and welded joints. These include:
Tensile testing;
Charpy impact testing (for low-temperature grades);
Hardness testing;
If delivered in a heat-treated condition, time-temperature treatment records must also be provided.
5. Hydrostatic or Alternative Testing: Each ASTM A672 pipe is typically subjected to a hydrostatic pressure test to confirm internal pressure integrity. Alternatively, pneumatic testing may be accepted in some projects, or waived in favor of full NDT as per design specifications.
6. Dimensional and Visual Inspection
Dimensional and visual quality control checks must ensure:
Weld seams are smooth and uniform, free of visible cracks, slag inclusions, or porosity.
Pipes maintain roundness, with no dents or deformation.
Wall thickness, ovality, and nominal diameter must be within standard tolerances.
Weld reinforcement height and bevel geometry must meet design drawings.
7. Documentation and Traceability
For final quality handover, suppliers must provide a complete product dossier, including:
Mill Test Certificates (MTC);
Welding Procedure Specifications (WPS) and Procedure Qualification Records (PQR);
Welder qualification certificates;
NDT reports;
Mechanical test reports;
Hydrostatic or pneumatic test records;
Inspection and conformity certificates;
Product marking and identification ensuring traceability.
These documents are critical references when addressing frequently asked questions during steel pipe procurement, and are essential for project approval, third-party review, and quality audits.
Common Questions and Key Considerations When Procuring ASTM A672 Steel Pipes
1. Quality Control Issues (Core Dimension)
How to Ensure Product Compliance with ASTM A672 Requirements?
Before placing an order, request a complete quality documentation package from the supplier, including:
Mill Test Certificate (MTC), specifying the chemical and mechanical properties of both base metal and weld seams
Valid Welding Procedure Specification (WPS) and Procedure Qualification Records (PQR)
Nondestructive Testing (NDT) reports (RT/UT/MT/PT) with identification
Hydrostatic test or substitute pressure test records
These documents represent the backbone of ASTM A672 quality control and reporting requirements and should be specified in the purchase agreement.
Is Third-Party Inspection (TPI) Required?
It is highly recommended, especially for:
Critical oil & gas, power plant, or chemical processing applications
Long-distance or overseas supply chains
Projects that require strict traceability and objective verification
Consider SGS, BV, or other qualified agencies for witness inspection or full documentation review.
2. Supplier Evaluation (Production & Technical Reliability)
How to Assess the Manufacturing Capabilities of a Supplier? This is a frequent point raised in steel pipe procurement Q&A discussions. Key evaluation factors include:
Years of experience in manufacturing ASTM A672 welded steel pipes
Whether the supplier has full in-house facilities: welding, heat treatment, NDT, and forming
Proven project supply records for major clients or industries
Compliance with ISO 9001 or API Q1 certifications
For high-volume or critical contracts, consider a remote video audit or on-site assessment.
3. After-Sales Service and Technical Support (Sustainability Assurance)
What If Weld Defects Are Found After Delivery? On-site repairs or test failures may occur post-installation. Procurement agreements should clarify:
Whether the supplier provides remote or on-site engineering support
Whether they can supply re-welding instructions or stress relief suggestions
The warranty period (typically 12 months or per contract requirements)
These are often overlooked but vital terms that determine long-term service quality.
4. Delivery & Documentation (Execution Risk Control)
Are All Documents Provided and Fully Compliant? As required by ASTM A672 quality control and reporting standards, the supplier should deliver:
MTC and mechanical test certificates
Welding records and heat treatment logs
Full NDT reports with traceable pipe IDs
Certificate of compliance and clear product markings
Final drawings and packaging/transport protection measures
It is best practice to include a “Document Handover Checklist” in your contract, signed by both parties upon delivery.
5. Practical Experience and Supplementary Considerations
How Does ASTM A672 Grade Selection Vary by Project? Examples:
Gr.C70 is preferred for high-temperature and high-pressure chemical service
Gr.B60 is commonly used in power plants for its welding stability
Buried pipelines require impact testing and anti-corrosion coating (e.g., 3LPE or FBE)
Refer to a trusted ASTM A672 selection guide or consult the engineering team for grade confirmation.
As a key material in medium and high-pressure transportation systems, ASTM A672 welded steel pipes require procurement personnel, technical staff, and project management teams to establish a unified understanding in aspects such as quality control, model selection and matching, supply chain coordination, and welding process management. Through this “Steel Pipe Procurement Q&A” review, it is clear that every step—from raw material selection and weld inspection to after-sales documentation delivery—can become a critical variable affecting the success or failure of the project. Therefore, it is recommended that companies, when procuring ASTM A672 steel pipes, formulate in advance the “ASTM A672 Selection Guide,” welding technical specifications, and supplier evaluation procedures, while simultaneously establishing quality traceability and service response mechanisms to address complex working conditions and long-term operation and maintenance needs.
Looking ahead, we will continue to release special topics such as “ASTM A672 Quality Control and Reporting Requirements,” “Welded Steel Pipe Inspection Standards,” and “How to Select ASTM A672 Steel Pipes,” to help you achieve clearer procurement, more efficient execution, and more stable projects. If you need templates, checklists, or customized technical procurement solutions, please feel free to reach out for further discussion.